The dross box: when the glass is lifted out of the tin bath
- Individually driven, height-adjustable lift-out rollers enable a flexible curve geometry
- Improved glass quality through a more homogeneous distribution of temperature across the entire width of the glass
- Simpler maintenance and local, decentralized control system
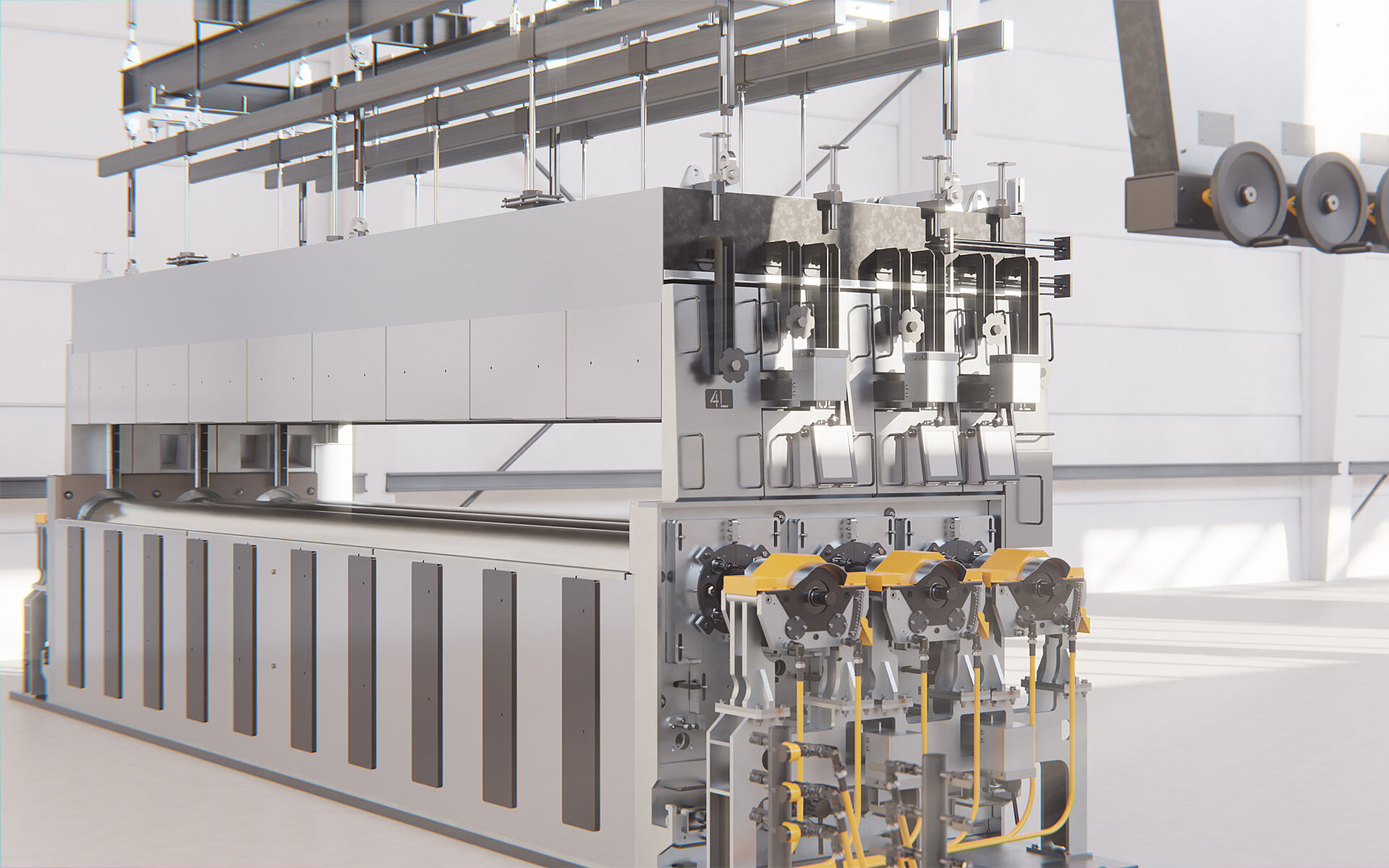
HAMLAR / Germany. In float glass production, the dross box is the interface and sluice between the tin bath and annealing lehr. This point in the production process poses particular challenges, because the glass ribbon, which is still very fragile, requires the utmost precision in handling under extreme ambient conditions. The trick is to transfer the glass ribbon from a liquid and full-surface support to a roller conveyor. The Grenzebach dross box can master this tricky process step thanks to innovative technology. Valuable process improvements are achieved with customizable roller technology, special roller sealing and safe maintenance options.
Roller technology: individual height adjustment provides production flexibility
The rollers are special features of the Grenzebach dross box. The glass ribbon, which is still flexible, is lifted out of the tin bath by three individually driven rollers (LOR = lift-out rollers) and conveyed to the annealing lehr. Thereby, the lift-out rollers form a curve geometry, which can be adapted to the respective production requirements by individually adjusting the height of each roller. This also allows for an equal distribution of the load on all rollers. The result is a flexibly adjustable lift-out curve with settings that can be optionally saved for the respective glass thicknesses.
The special roller sealing contributes to a particularly high level of insulation of the Grenzebach dross box. This results in less heat loss and a more homogeneous temperature distribution across the entire width of the glass. The ambient temperature at the edge no longer substantially deviates from the temperature in the center of the glass ribbon. This provides better glass quality and reduces the risk of a cross breakage.
The rollers are constantly cleaned over three-part graphite bars with pneumatically adjustable contact pressure to ensure a clean process.
Dross box housing – protected against deformations
The dross box is not welded to the tin bath but attached to it by means of a clamping device, which is firmly fixed after the tin bath has heated up to 620 °C. This way, thermal expansion is accounted for and deformations due to heat effects will neither occur on the housing nor on the U-channel.
Maintenance and operation: roller exchange during operation
The Grenzebach dross box can be locally and decentralized controlled with the innovative user interface. During maintenance, operators benefit from increased work safety and improved accessibility to the end plate and when changing rollers. Rollers can be changed during operation. The resulting glass loss during roller exchange is minimal. Similarly, the graphite bar change can be performed quickly and easily in a very short time.
Additional features of the Grenzebach dross box:
- Default design up to 650 °C, optionally up to 850 °C
- Dross box for normal and extra-wide float lines
- Retrofitting of existing equipment possible
- Injection of N2 and SO2 possible
- Housing with stainless steel lining, insulated and gas-tight, including corrosion and SO2 protection
- Retrofitting of camera systems and illumination optionally possible
Hot end: new annealing lehr offers improved process control
In addition to the innovative dross box, Grenzebach customers also benefit from an optimized annealing lehr with new design. Building on the expertise of CNUD EFCO, Grenzebach has completely redesigned the annealing lehr and now offers a flexible annealing point, improved process control, more precise simulations, and a significantly reduced energy consumption.




