Reibungslose Prozessentwicklung beim Rührreibschweißverfahren
Der Prozess
Die Prozessentwicklung für die jeweilige Kundenapplikation sowie die Bereitstellung von angepassten Reibwerkzeugen gehört für uns zum ganzheitlichen Ansatz rund ums Rührreibschweißen.
Die Schweißanlage, die Prozessparameter und das Schweißwerkzeug werden stets optimal aufeinander abgestimmt: So entsteht bestmögliche Verbindungsqualität. Beim Entwickeln des Fügekonzepts sind wir mit unseren Kunden im engen Austausch.
- Bereits in der Designphase der Bauteile unterstützen wir beim Auslegen der Baugruppe, passend zum Rührreibschweißverfahren.
- Test-, Muster- und Prototypschweißungen sowie Lohnfertigungsaufträge sind auf den hauseignen FSW-Anlagen von Grenzebach möglich.
Werkzeug-Technologie für hochwertige Reibung
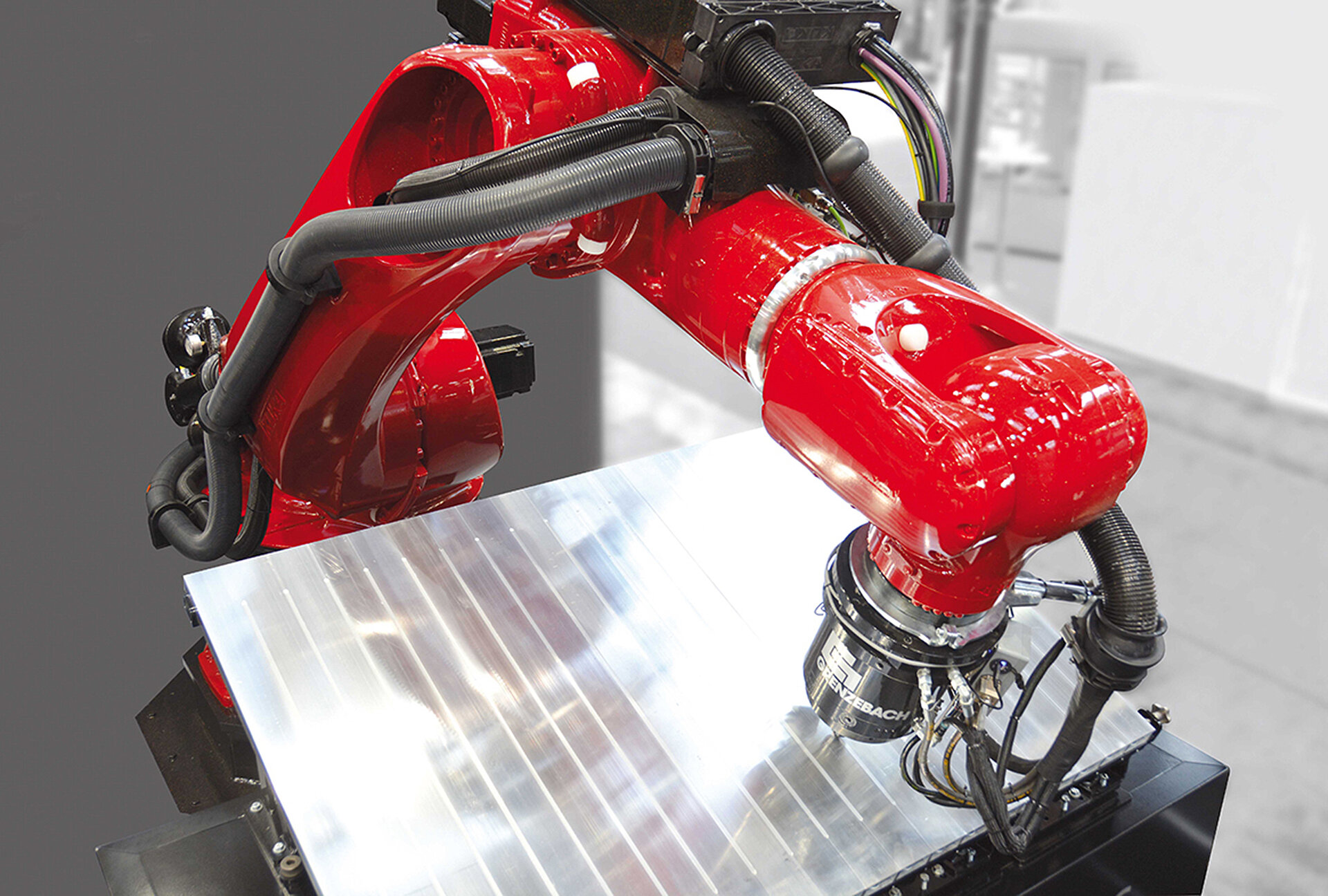
Für den Prozess und damit für den Erfolg von Rührreibschweißverfahren ist neben der Anlagentechnik die Werkzeug-Technologie entscheidend.
Uns ist sehr wichtig, Ihnen die passenden Werkzeuge an die Hand zu geben: Die verschleißbeständigen und robusten FSW-Werkzeuge werden von Grenzebach-Experten im eigenen Haus entwickelt. Individuell für Ihre Anforderungen.
Die ganzheitliche Grenzebach-Lösung überlässt nichts dem Zufall. Im Hinblick auf das Reibwerkzeug gibt es beim Rührreibschweißverfahren zwei Optionen: die einteiligen (konventionellen) und die mehrteiligen Werkzeuge (DynaSTIR): Beides führen wir in unserem Portfolio!
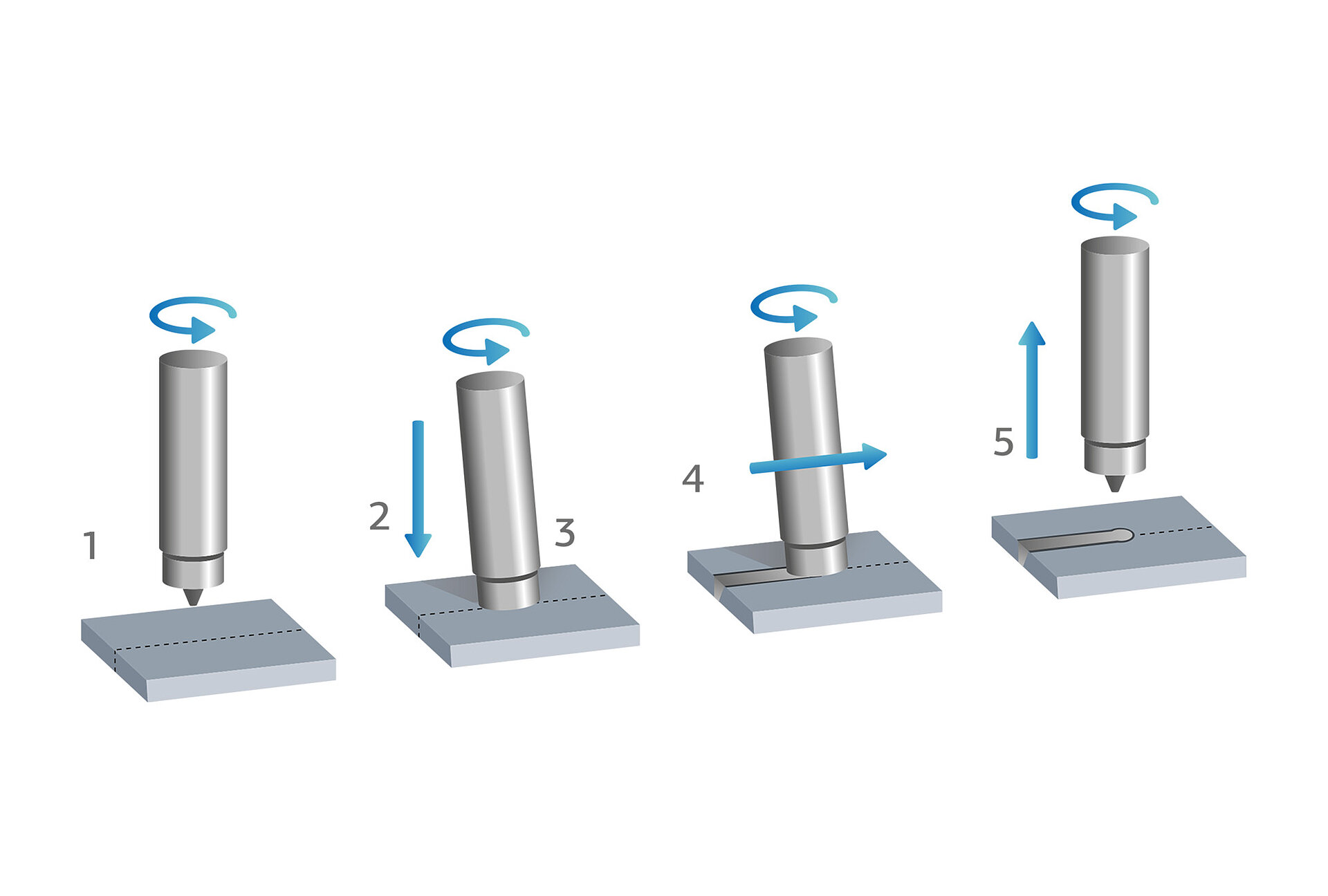
Kurz erklärt: die MonoSTIR Werkzeug-Technologie fürs Rührreibschweißverfahren
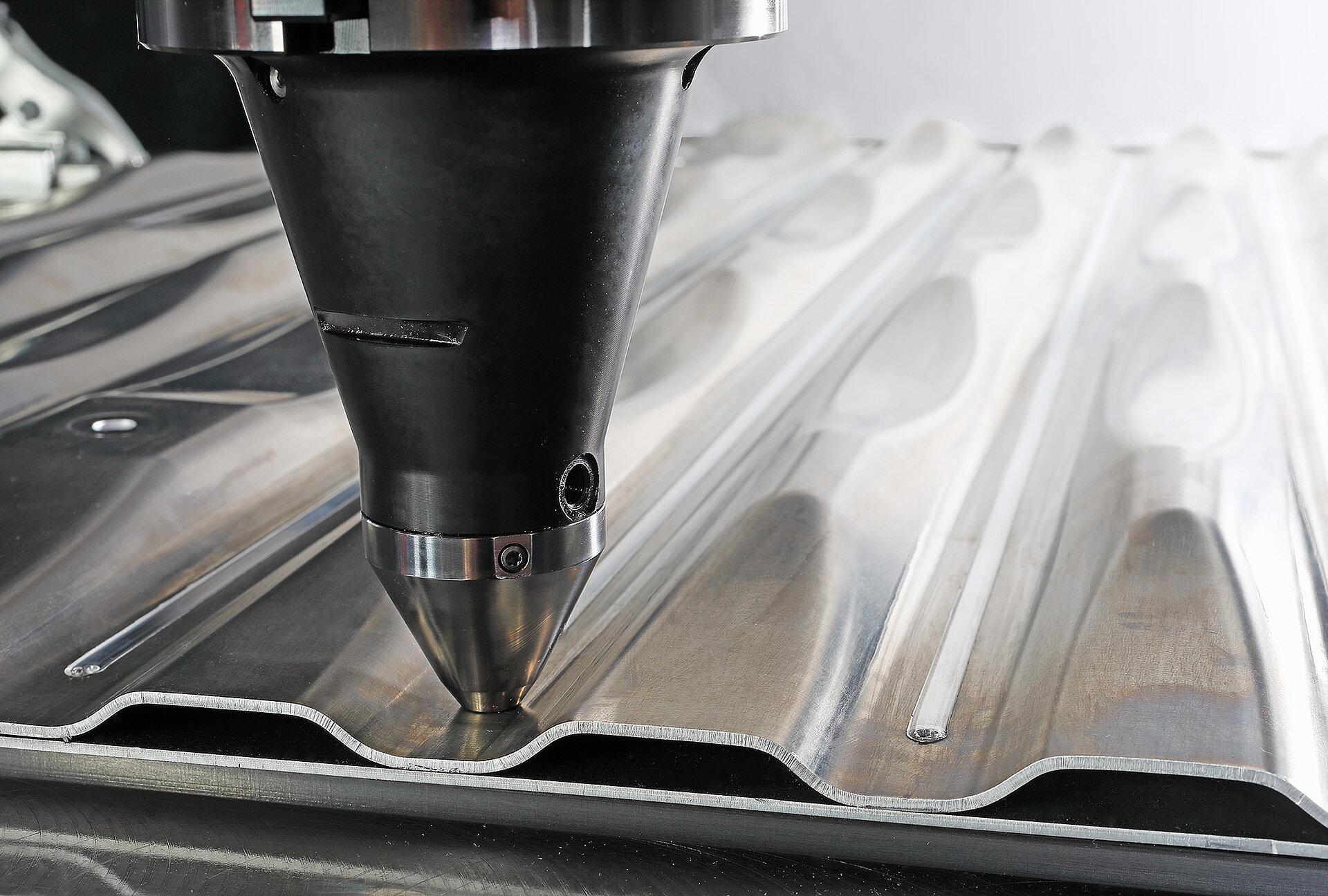
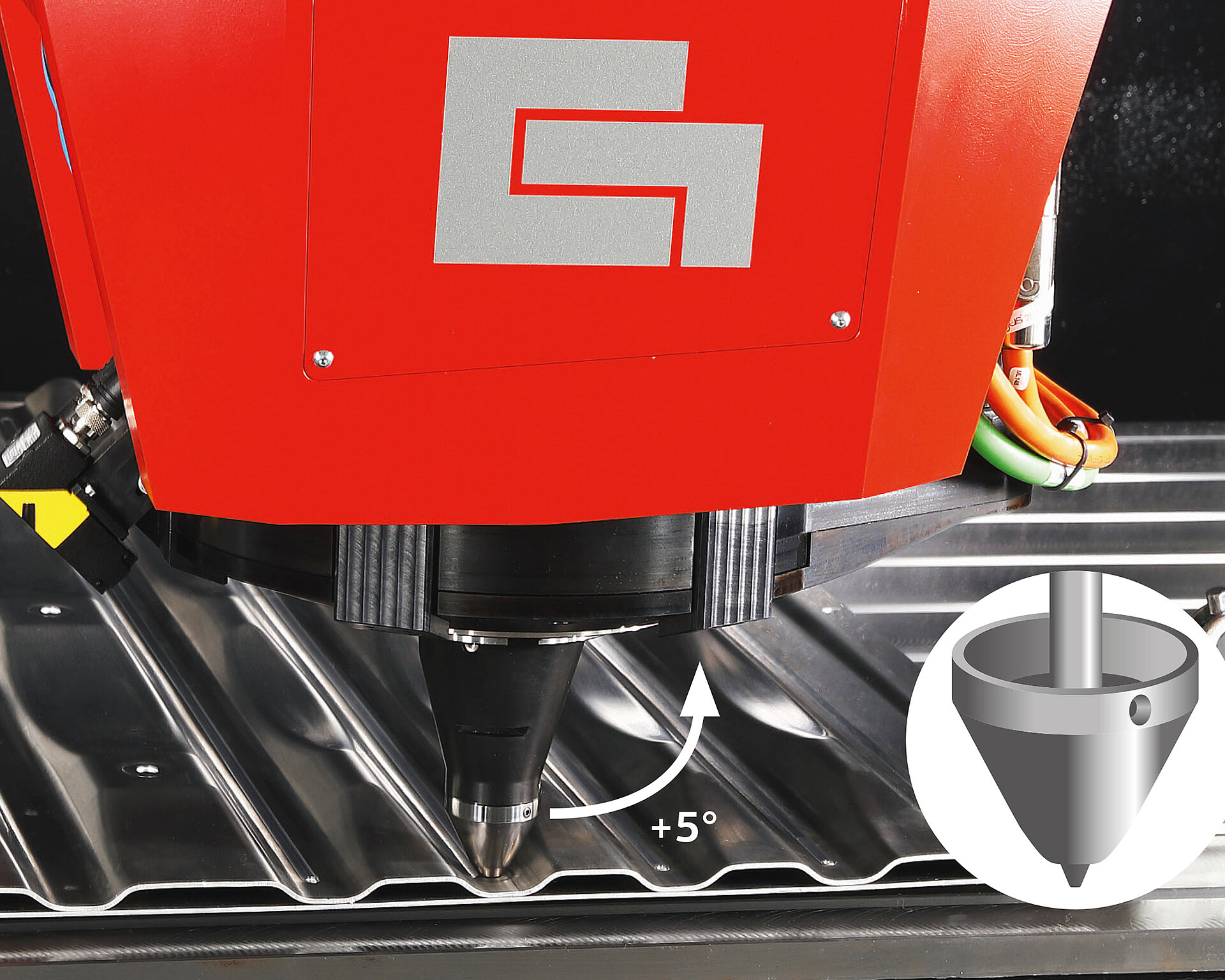
Der Prozess im Überblick: Das rotierende verschleißbeständige Schweißwerkzeug (1.) taucht in die Nahtstelle (Eintauchvorgang 2.) und erzeugt Reibungswärme. Das Material wird dadurch plastisch verformbar und durch die Vorwärtsbewegung des Werkzeugs entlang der Nahtstelle verrührt (3. Vorschub). Das Werkzeug verlässt die Nahtstelle. Entstanden ist eine feste, medien- und druckdichte Verbindung zwischen den Werkstücken. (4. Austauchvorgang).
- Einteiliges Schweißwerkzeug mit rotierender Schulter
- Ideal für hohe Schweißgeschwindigkeiten und hohe Einschweißtiefen
- Kraftgeregelter Prozess über hochgenaue Sensorik im Schweißkopf
- Integrierte Schwenkachse 0 - 5°
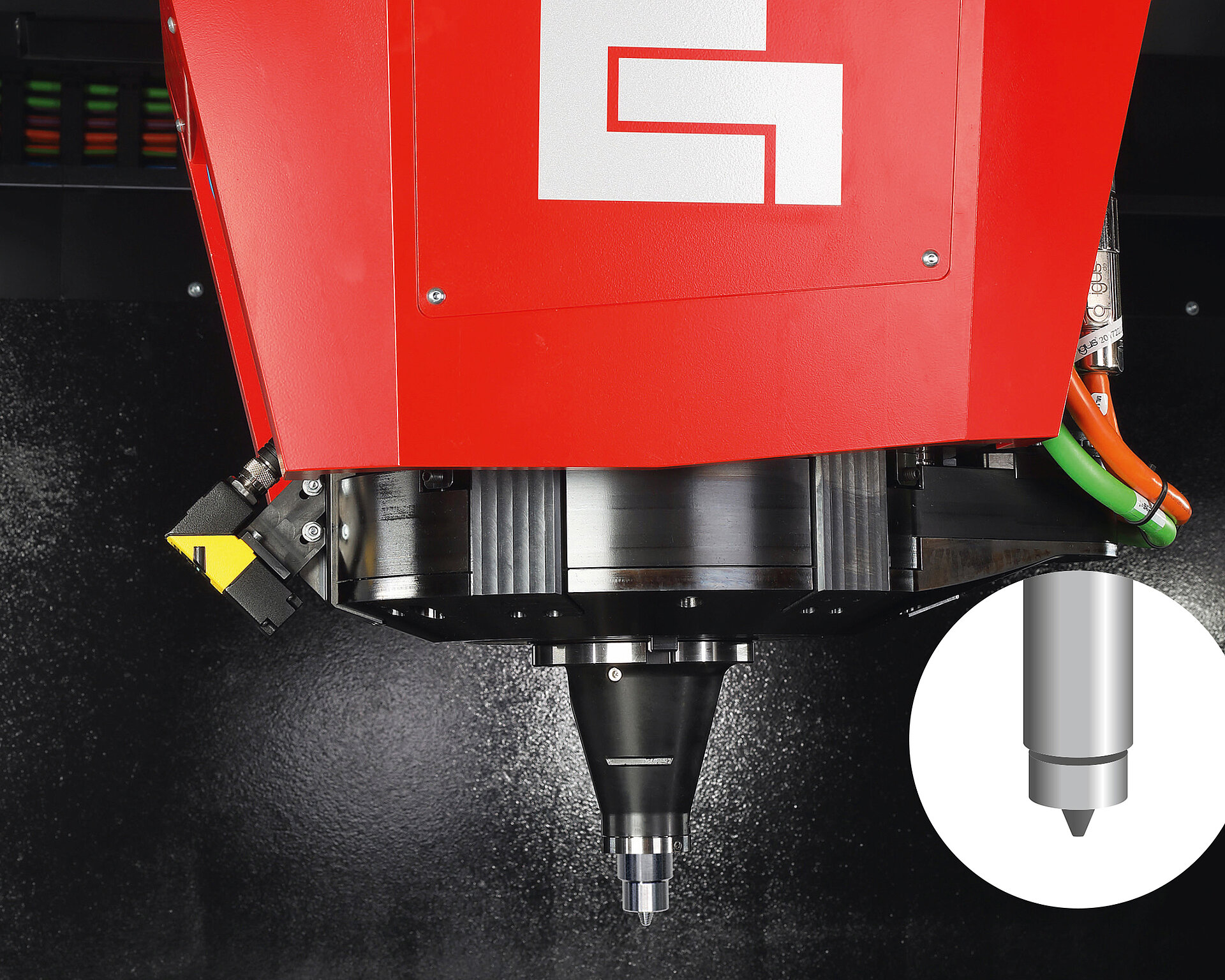
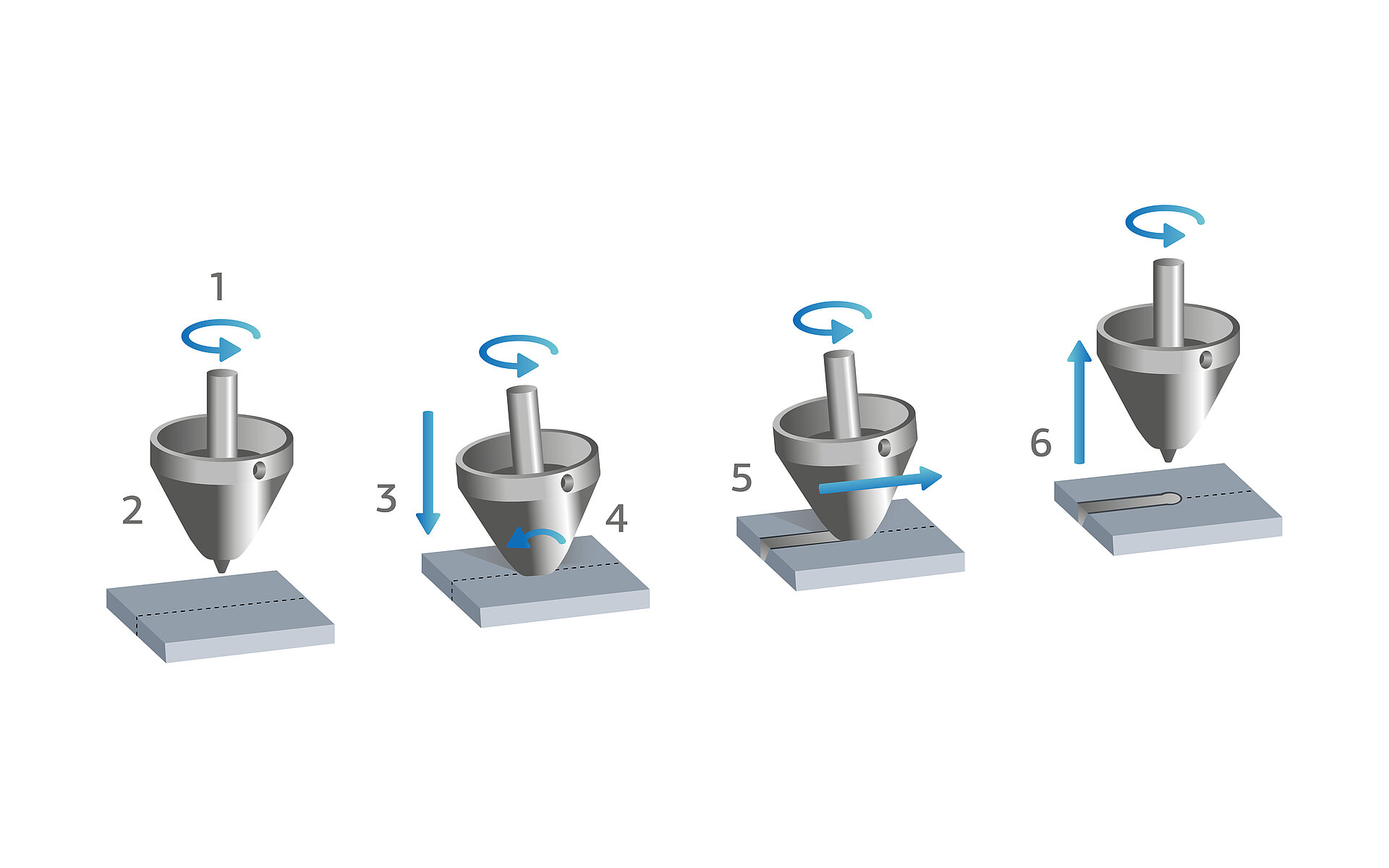
DynaSTIR – dynamische Werkzeug-Technologie für Rührreibschweißverfahren
Wir haben uns die Frage gestellt, wie ein guter Prozess weiter verbessert werden kann. Mit der DynaSTIR Werkzeug-Technologie ist uns eine Antwort gelungen. Das Besondere: Das Schweißwerkzeug ist zweiteilig aufgebaut und die Werkzeugschulter gleitet ohne Rotation über die Schweißnaht. Die Resultate aus zahlreichen Installationen sprechen für sich.
Das zweiteilig aufgebaute Reibwerkzeug mit rotierendem Reibstift und nicht-rotierender Schulter bietet Ihnen viele Vorteile: von deutlich reduzierten Prozesskräften (50 %) über eine hohe Bahndynamik bis hin zu geringem Wärmeeintrag. Die Einschweißtiefe ist variabel einstellbar und die Schultergeometrie lässt sich an die Stoßgeometrie anpassen.
Mit den DynaSTIR Werkzeugen für Rührreibschweißverfahren lässt sich zudem äußerst materialschonend und filigran arbeiten. Denn die Werkzeugschulter gleitet ohne Rotation über die Schweißnaht. Dies wird möglich durch einen kraftgeregelten Prozess über hochgenaue Sensorik im Schweißkopf und integrierte Schwenkachse 0 - 5°.

„Unser Bestreben und oberstes technologisches Ziel ist es, dass unsere Kunden stets bestmögliche Schweißnaht- und Oberflächengüten erzielen. Zu diesem Zweck kann entweder auf universelle und vielfach erprobte Standardwerkzeuge für breitbandige Anwendungen zurückgegriffen werden oder eine individuelle Anpassung auf spezielle Kundenanforderungen erfolgen. Gerade die von Grenzebach weiterentwickelten Reibwerkzeuge mit stationären Schultern bieten eine Vielzahl an Möglichkeiten zur Maßschneiderung und Optimierung spezifischer Anwendungen. “

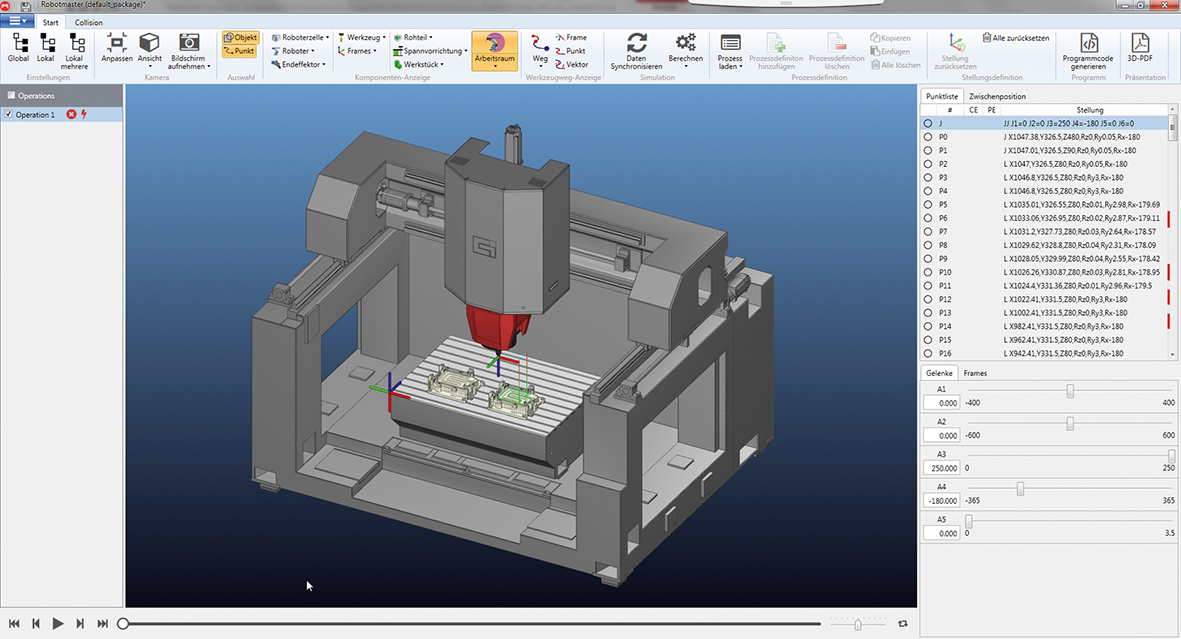
Vom 3D-Modell zum fertigen Schweißprogramm in nur wenigen Klicks
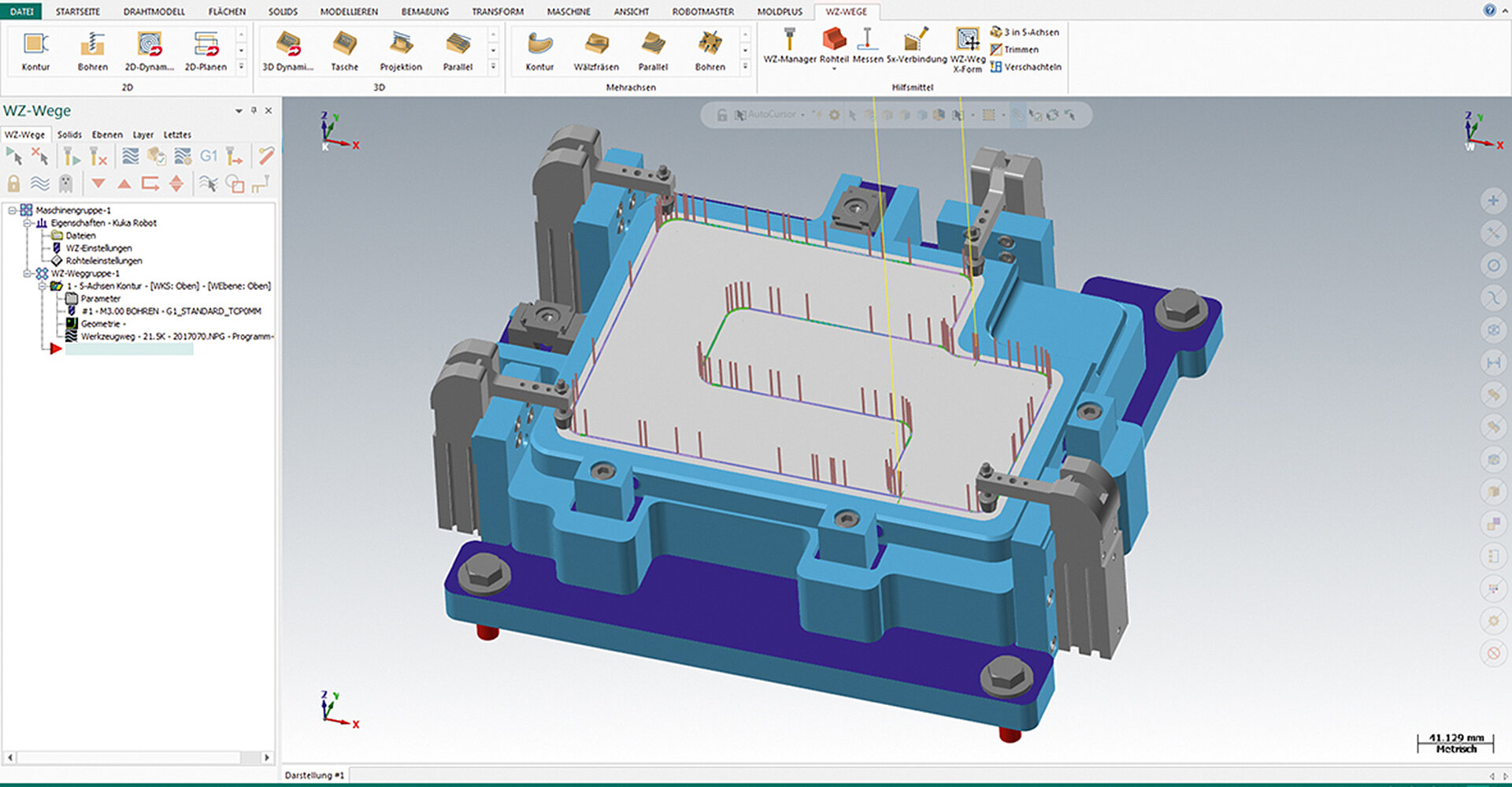
CAD/CAM Professional
Die speziell für Rührreibschweiß-Prozesse entwickelte Programmiersoftware erleichtert dem Anwender das Erstellen von Schweißprogrammen. Neben der Programmierung der Schweißbahn und der FSW-Prozessparameter kann auch die Ansteuerung von Spannvorrichtungen / Spannelementen bereits in der CAD/CAM-Umgebung programmiert werden. Die Programmierung erfolgt offline an einem separaten PC, ohne dabei die Anlage zu blockieren. Das fertige Schweißprogramm kann im Anschluss über USB oder Netzwerkverbindung bequem auf die Anlage gespielt werden.
- Import von 3D-Modellen
- Wählen der Geometrie, Festlegen des Bahnverlaufs im 3D-Modell
- Einfache Änderungsmöglichkeiten für die Bahngeometrie
- Festlegen der FSW-Prozessparameter und -änderung für einzelne Bahnpunkte und Segmente
- Einfügen von Aktionspunkten im Bahnverlauf
- Kollisions-Erkennung von Werkzeug und Bauteil
- Erreichbarkeits-Check
- Importmöglichkeit unterschiedlicher Reibwerkzeug-Geometrien
- Anlegen und Verwalten einer Werkzeugdatenbank
- Dokumentationsfunktion und Rückverfolgbarkeit von z. B. Parameter- oder Bahnänderungen